































































































碳化钨射线无损检测的核心方法
针对碳化钨材料的特点,业界开发了多种射线类无损检测技术:
1. 高能X射线实时成像检测
采用高能量X射线源配合高灵敏度数字探测器,对碳化钨制品进行穿透成像。该方法能够识别体积型缺陷如缩孔、夹杂物和孔隙,广泛应用于厚度较大制品的质量评估。
检测能力:可检测微米级内部裂纹、气孔、夹杂,适用于碳化钨刀具、耐磨衬板、钻头等关键部件。
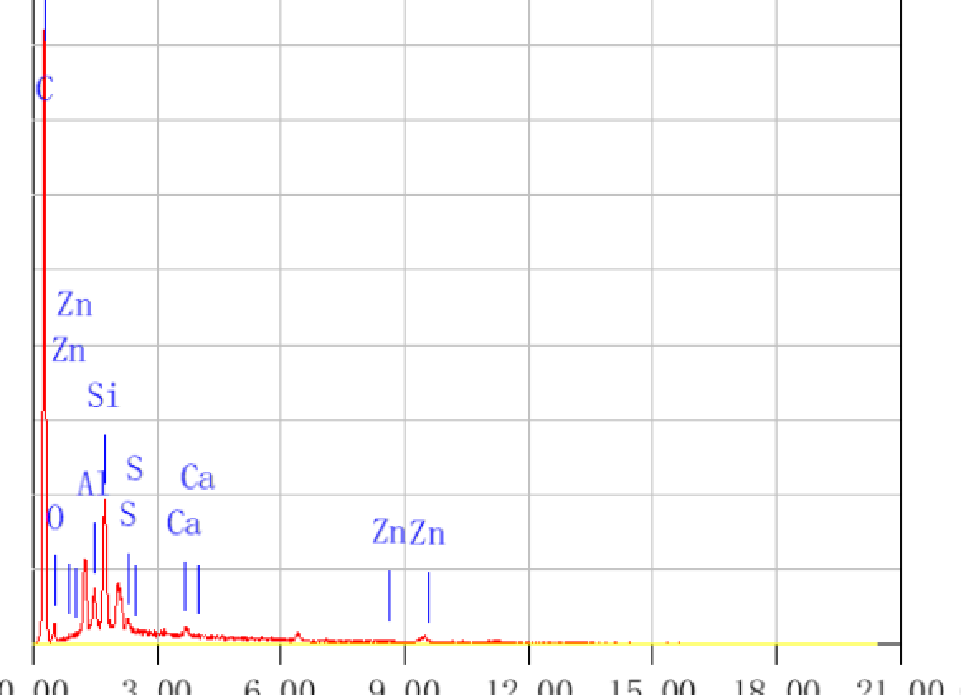
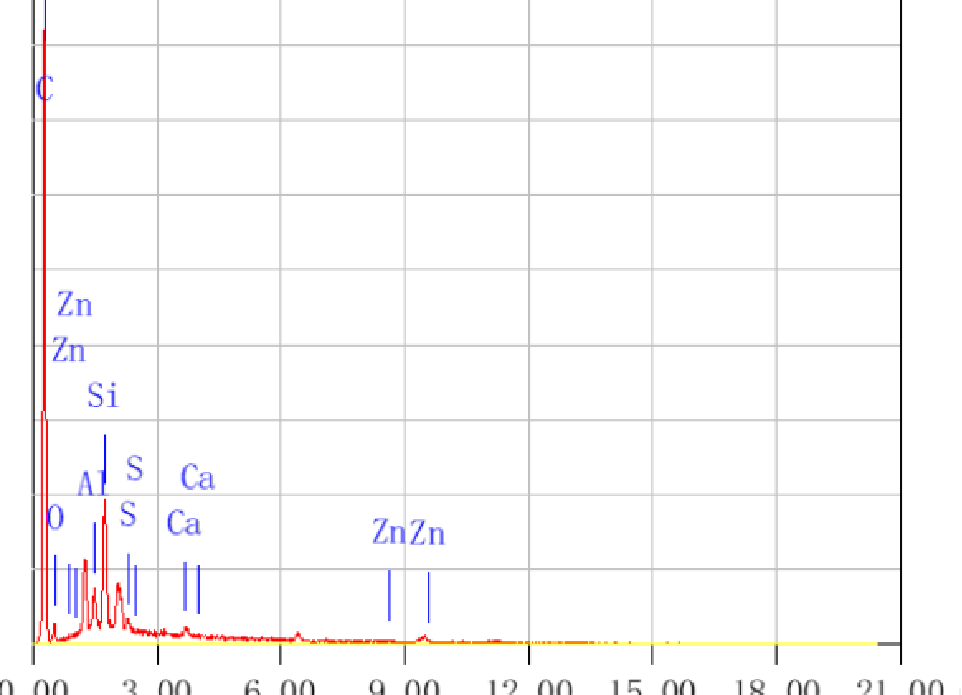
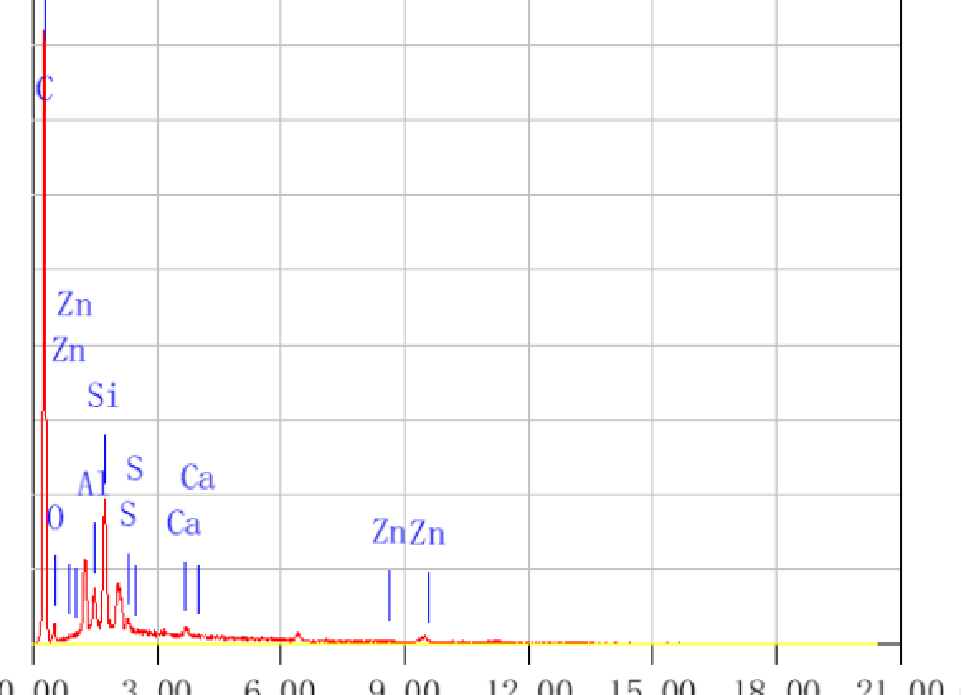
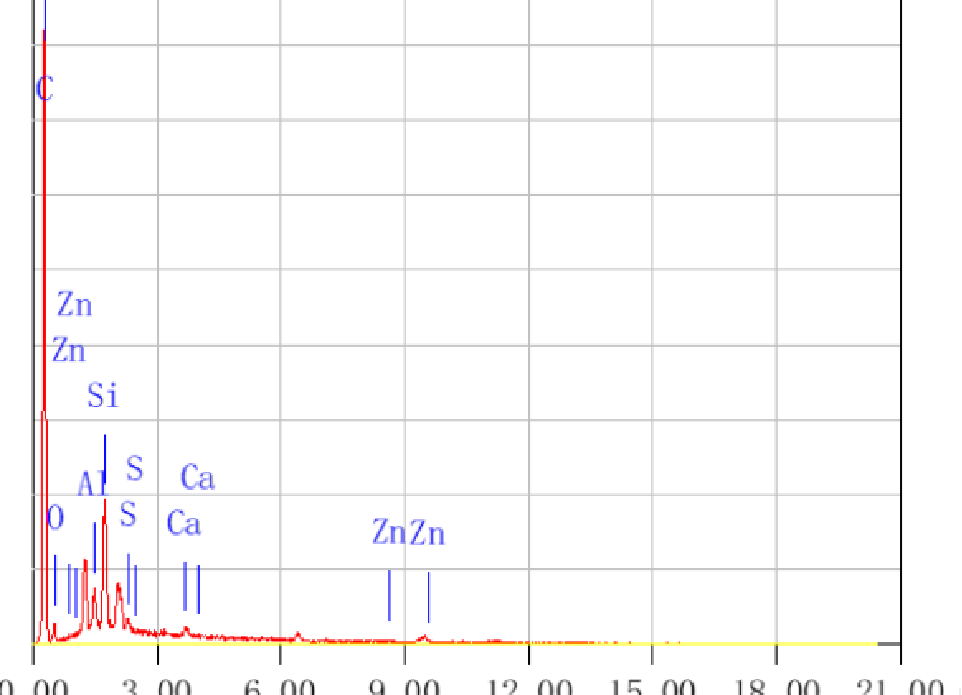
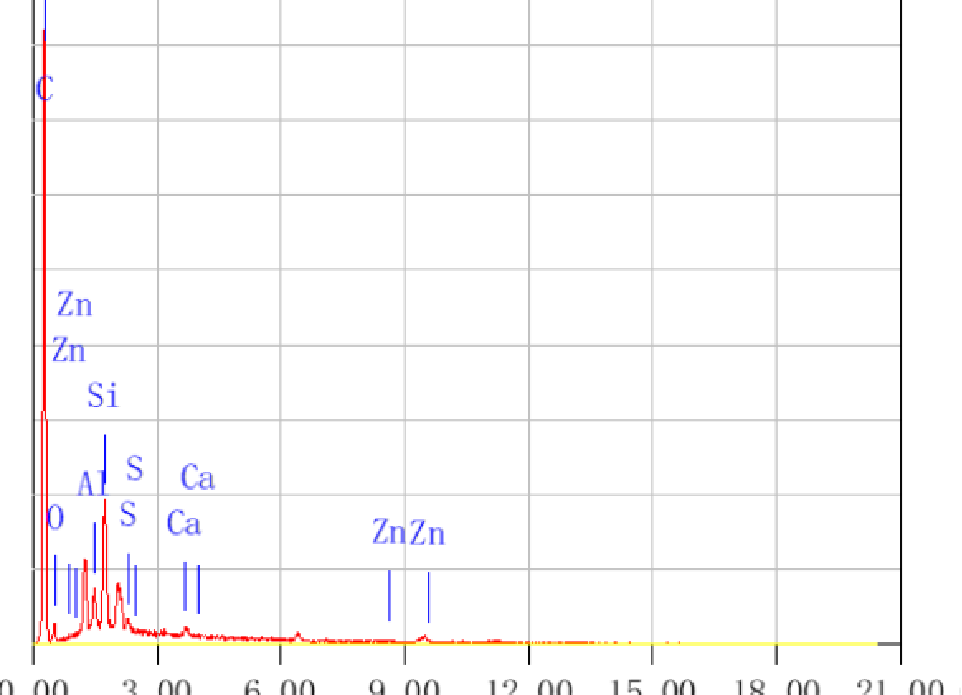
2. X射线荧光光谱分析(XRF)
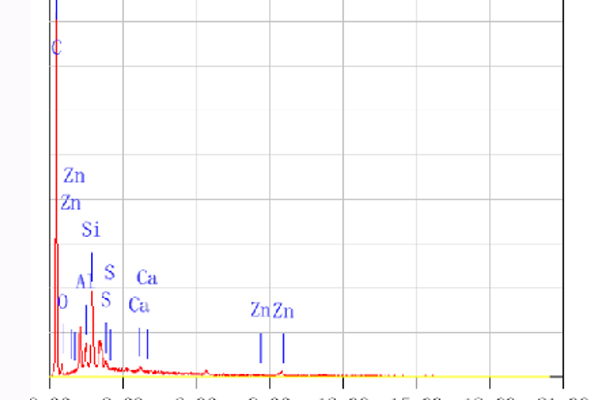
XRF是一种基于元素特征X射线荧光的成分分析方法,适用于测定碳化钨中钨、钴、铬、铁、镍、钛、钒等金属元素的含量。
检测原理:用X射线照射样品,激发各元素产生特征荧光X射线,通过分析光谱强度确定元素浓度。该方法可覆盖从主量元素到痕量元素的检测范围。
最新标准:ASTM B890-25《通过X射线荧光光谱法测定钨合金和钨硬质合金中金属成分的标准试验方法》是当前国际通用的最新版本。
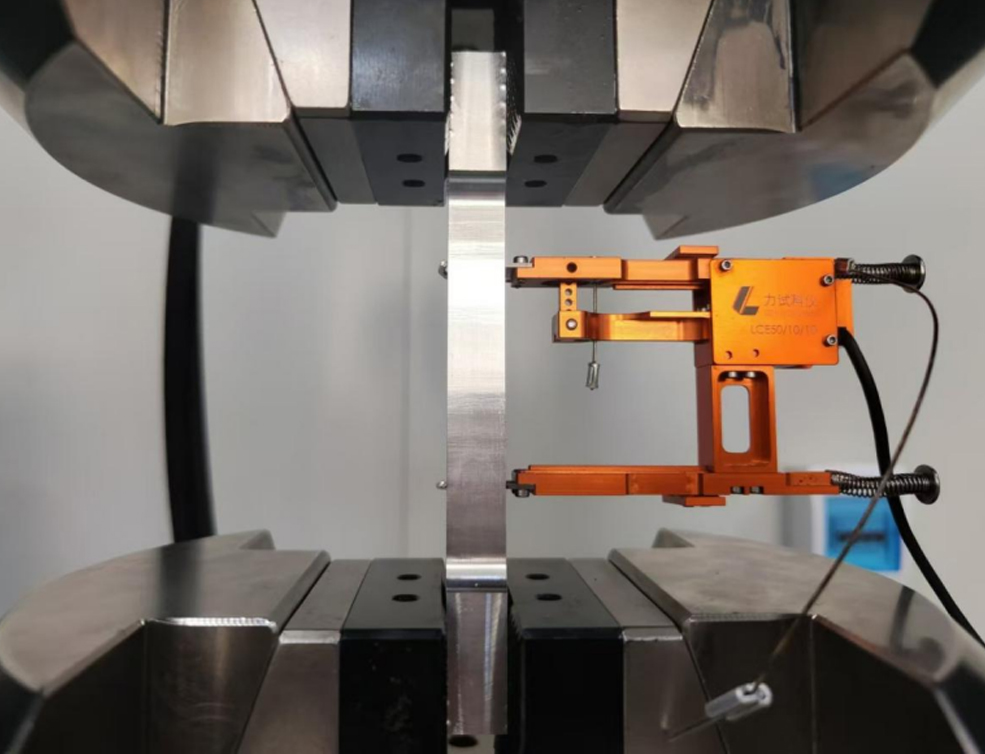
3. X射线衍射法(XRD)残余应力分析
X射线衍射技术可用于测定碳化钨表面的宏观残余应力,应力测量范围可达-2000至2000MPa。这对于评估刀具、模具等受载工件的服役可靠性至关重要。
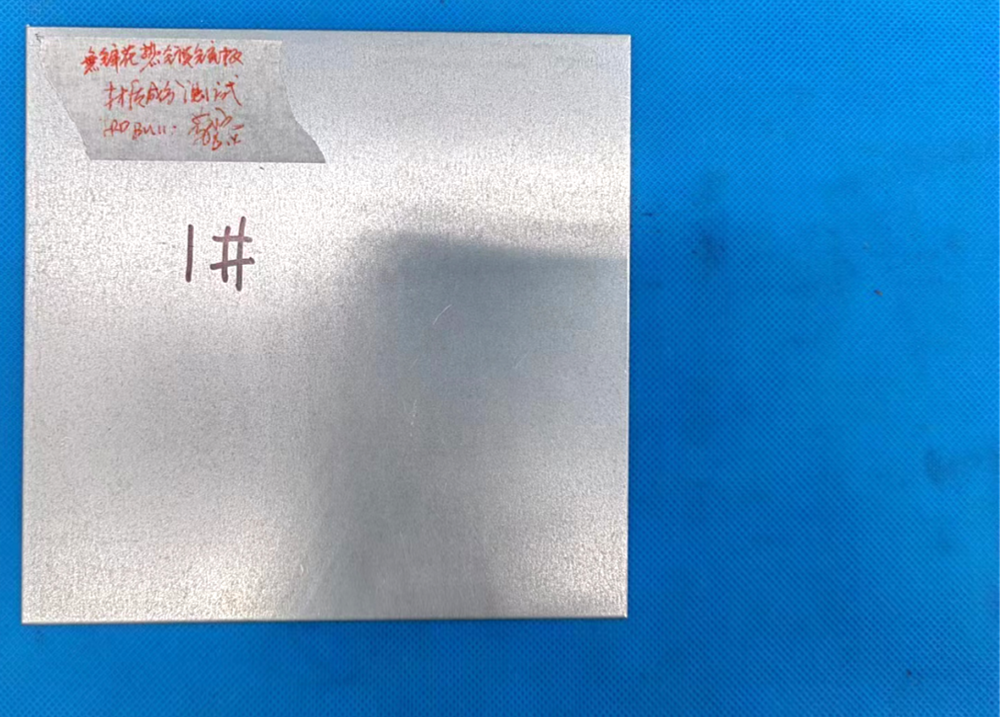
检测精度:参照ISO 21432:2019标准,X射线衍射法测量残余应力的精度可达±10MPa。意大利GNR公司的残余应力分析仪对WC-11Co硬质合金的测试显示,其表面应力分布均匀性可直接反映材料加工质量。
4. 工业CT三维成像
3D X射线CT扫描技术可对碳化钨制品进行三维立体成像,逐层“切开”物体内部结构,生成高精度的三维模型。该方法特别适用于:
碳化钨射线检测的适用范围
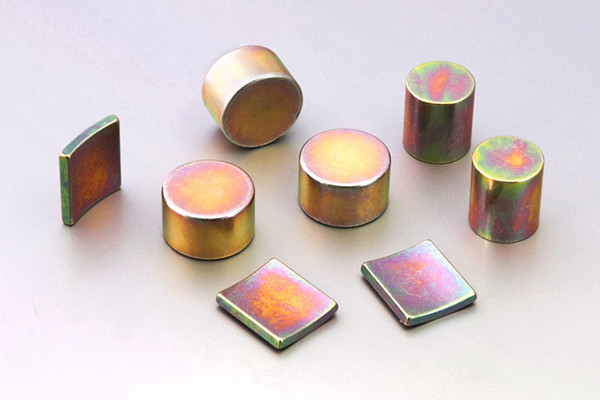
典型检测对象
| 产品类别 | 具体产品 | 检测重点 |
|---|---|---|
| 切削工具 | 车刀、铣刀、钻头 | 刃口完整性、内部裂纹、粘合剂分离 |
| 耐磨部件 | 矿山耐磨衬板、喷嘴 | 内部孔隙、均匀性 |
| 模具量具 | 冲压模具、拉丝模 | 表面及内部完整性 |
| 石油钻探 | 石油钻头、地质勘探钻具 | 高压环境下可靠性 |
| 航空航天 | 发动机部件、结构件 | 内部质量、高强度验证 |
| 医疗器械 | 医疗级碳化物部件 | 微缺陷控制 |
| 电子元件 | 导热或耐磨部件 | 微观缺陷、电气性能 |
适用材料范围
遵循的检测标准
碳化钨射线无损检测需严格遵循国内外相关标准:
成分分析标准
| 标准编号 | 标准名称 | 适用范围 |
|---|---|---|
| ASTM B890-25 | 通过X射线荧光光谱法测定钨合金和钨硬质合金中金属成分的标准试验方法 | 钨基合金和硬质合金金属成分测定,覆盖粉末和烧结材料 |
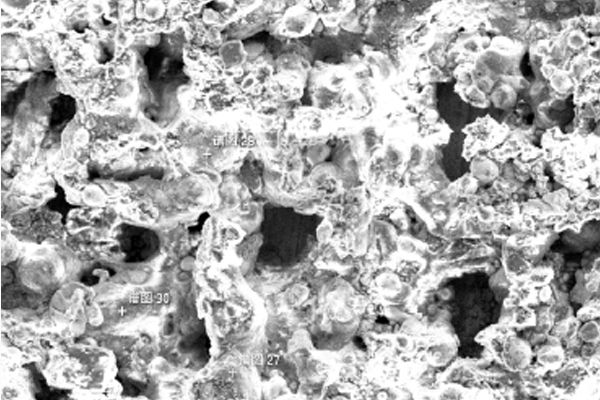
| GB/T 40067-2021 | 碳化钨粉末微观组织及缺陷检测方法 | 粒度为0.1μm~0.5μm碳化钨粉末的微观组织及缺陷的扫描电子显微镜检测 |
残余应力分析标准
| 标准编号 | 标准名称 | 适用范围 |
|---|---|---|
| ISO 21432:2019 | 工程表面残余应力测定(X射线衍射法) | 残余应力精确测量 |
| GB/T 7704-2008 | X射线衍射残余应力测定方法 | 使用固定ψ法测量残余应力 |
其他相关标准
| 标准编号 | 标准名称 | 适用范围 |
|---|---|---|
| ISO 17635:2016 | 无损检测 通用原则 | 碳化钨非破坏性检测的基本要求和方法选择 |
| GB/T 12604.1-2014 | 无损检测术语 | 非破坏性检测相关术语定义 |
我司碳化钨射线检测服务优势
作为专业的第三方检测机构,我们配备先进的射线检测设备,为客户提供全方位的碳化钨无损检测服务。
服务内容
| 服务类别 | 具体项目 | 执行标准 |
|---|---|---|
| 成分分析 | 主量元素、痕量元素测定 | ASTM B890-25 |
| 内部缺陷检测 | 孔隙、裂纹、夹杂物识别 | 高能X射线实时成像 |
| 残余应力分析 | 表面及深度应力分布 | ISO 21432、GB/T 7704 |
| 三维成像 | 工业CT扫描、逆向工程 | — |
| 涂层分析 | 厚度、结合强度、孔隙率 | ISO 20502 |