

































































































实验室一览
预览服务范围
镀层缺陷产生原因全解析:从微观到宏观的失效密码
——————5大维度锁定缺陷根源,精准提升良品率
一、前处理不当(占比约40%)
1. 基体清洁不彻底
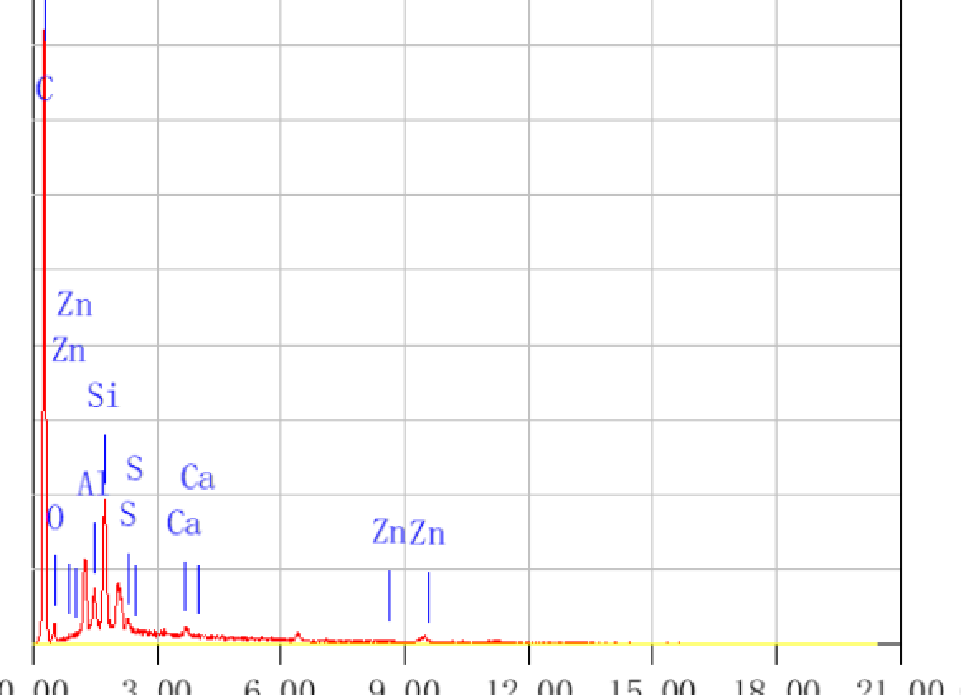
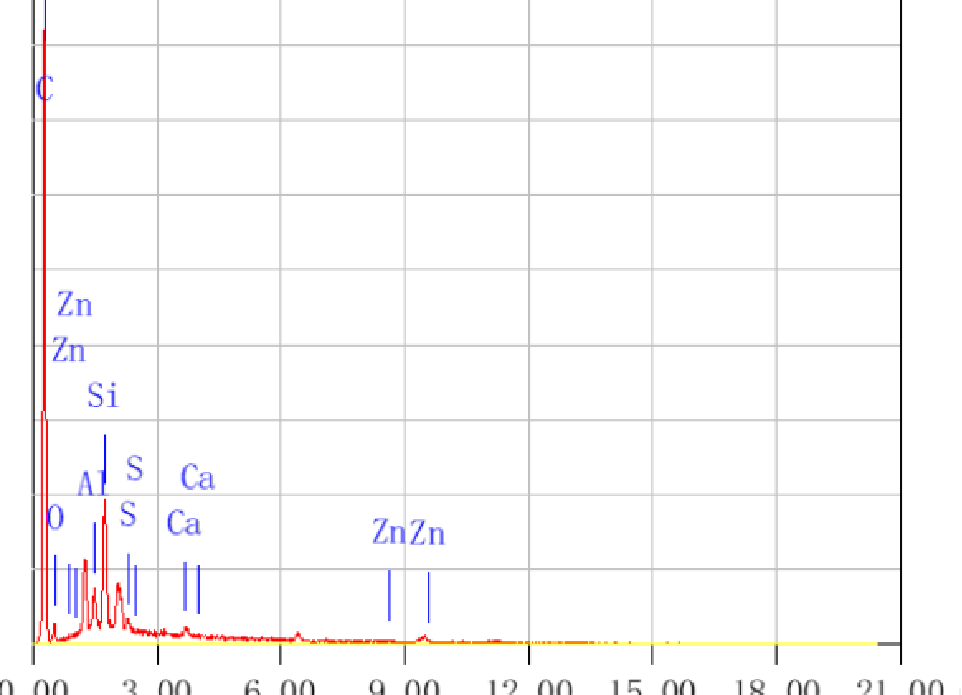
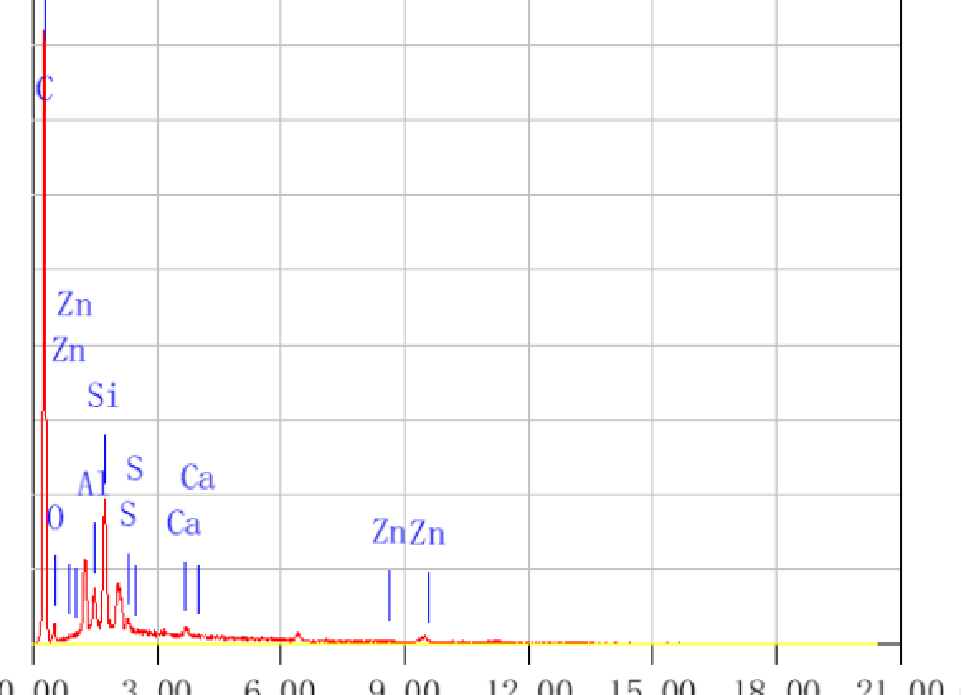
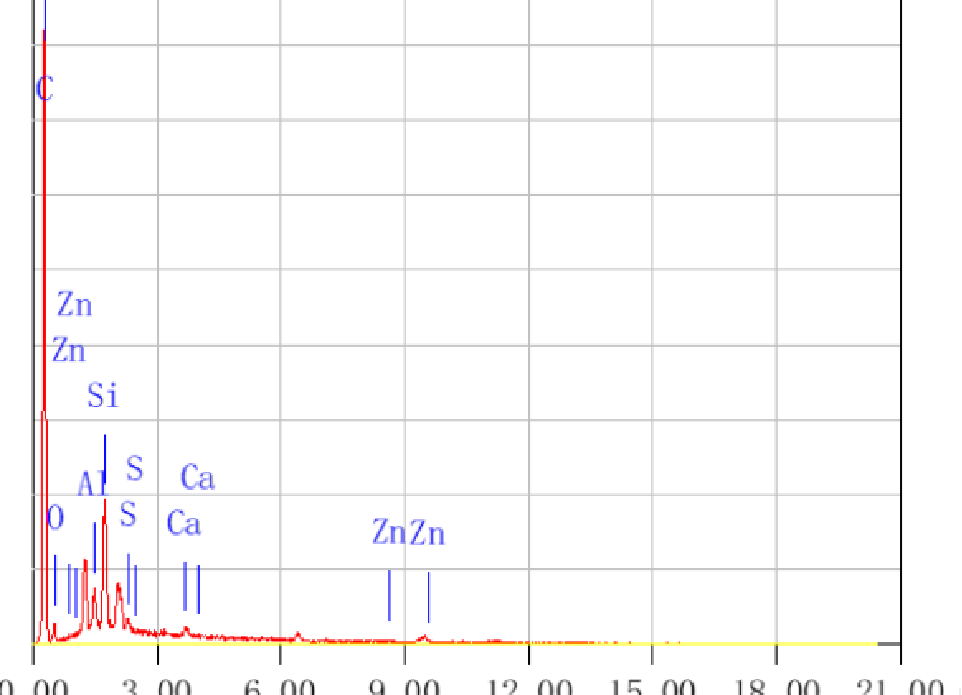
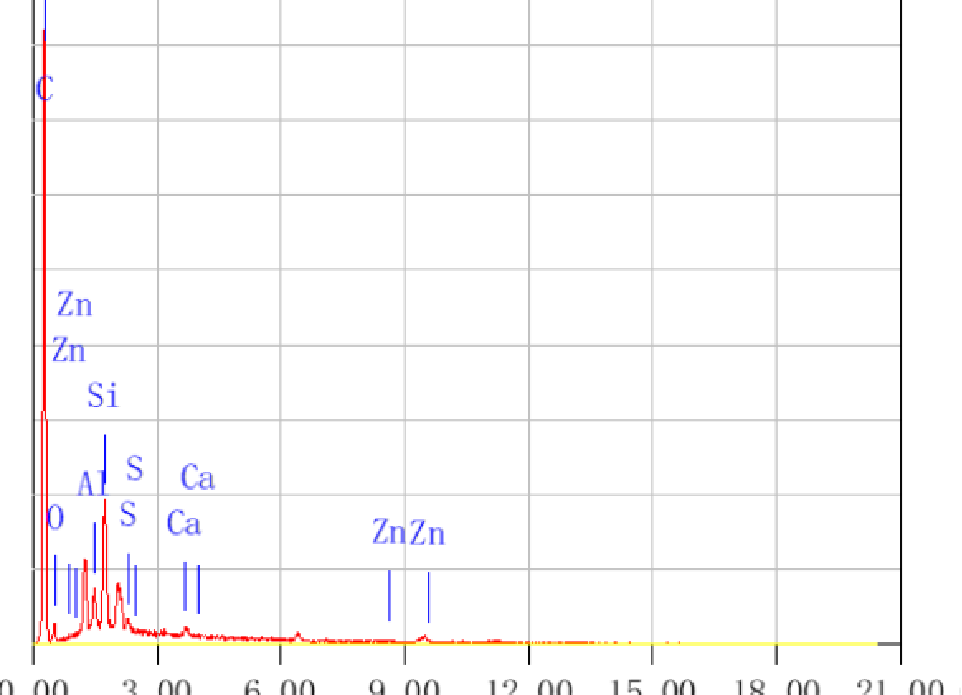
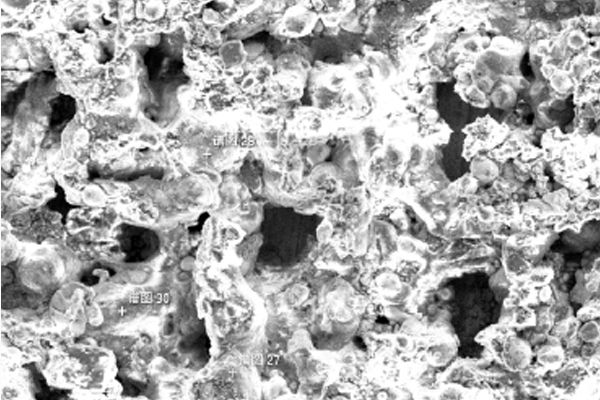
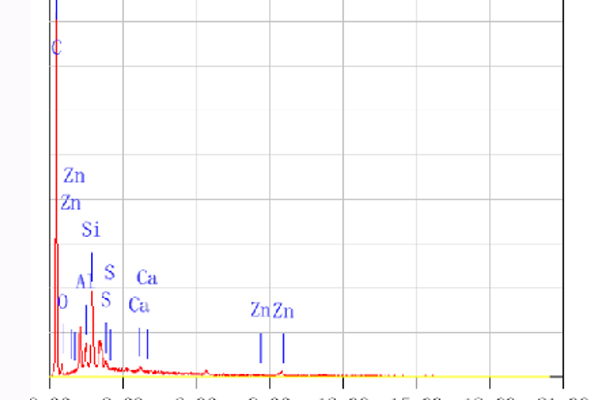
油污残留:未清除的切削油、防锈油形成隔离膜,导致镀层结合力差(案例:某汽车螺栓镀锌层剥离,SEM显示界面存在C元素富集)
氧化层未去除:基体锈蚀或钝化膜(如铝件自然氧化膜)阻碍金属沉积,引发镀层起泡
抛光膏残留:抛光颗粒(如SiO₂、Al₂O₃)嵌入基体,造成镀后麻点(案例:手机外壳麻点缺陷因5μm级抛光膏残留)
2. 活化工艺失控
酸洗过度:盐酸浓度>20%或时间>5分钟,导致基体过腐蚀,形成蜂窝状表面(金相检测可见50μm级凹坑)
活化液失效:pH值偏离标准(如氨基磺酸活化液pH>2.5),降低基体活性,引发镀层发花
二、电镀工艺参数异常(占比约30%)
1. 电流密度失配
过高:边缘效应导致烧焦、树枝状结晶(案例:PCB镀金层边缘发黑,电流密度>3A/dm²)
过低:沉积速率不足,镀层疏松多孔(盐雾试验24小时即出现红锈)
2. 镀液成分失衡
成分异常 缺陷表现 检测手段 主盐浓度过低 镀层粗糙、沉积慢 ICP-OES元素分析 添加剂比例失调 针孔、脆性裂纹 赫尔槽试验+SEM观测 有机杂质污染 局部无镀层或发暗 UV-Vis光谱分析 3. 温度与pH值超差
温度过高(>60℃):加速添加剂分解,镀层脆性增加(硬度测试>500HV时易开裂)
pH值波动(±0.5):改变沉积电位,导致镀层成分异常(如碱性镀锌pH>13.5时出现ZnO夹杂)
三、设备与操作因素(占比约20%)
1. 阳极管理不善
阳极钝化:钛篮堵塞或阳极面积不足,导致电流分布不均(案例:某卫浴件镀铬层厚度差>15μm)
杂质污染:阳极泥进入镀液(如磷铜阳极产生Cu₃P颗粒),造成镀层粗糙
2. 过滤系统失效
滤芯精度不足(>5μm):悬浮物引发表面颗粒(案例:镀镍层麻点因镀液中10μm级碳颗粒)
循环流量过低(<2倍槽体积/小时):金属离子分布不均,导致镀层条纹
3. 挂具设计缺陷
屏蔽效应:复杂件凹槽处电力线分布弱,镀层薄(膜厚仪检测差值>8μm)
接触不良:导电触点氧化引发电击伤(宏观可见星形烧蚀斑)
四、后处理与存储问题(占比约8%)
1. 钝化工艺缺陷
六价铬钝化液浓度不足:耐盐雾性能下降50%(案例:镀锌件72小时盐雾试验出现白锈)
封闭处理缺失:微孔未封闭,加速腐蚀介质渗透(SEM显示孔隙率>0.5%)
2. 存储环境不当
湿度>70%:镀银层易生成Ag₂S发黄(EDS检测S含量>1.5wt%)
温度波动大:镀层与基体膨胀系数差异引发龟裂(热震试验-40℃→120℃循环3次失效)
五、材料与设计缺陷(占比约2%)
1. 基体材质异常
低熔点杂质(如Pb>0.1%):热浸镀时产生流痕(案例:热镀锌板表面泪滴状缺陷)
晶界偏析(如不锈钢敏化):镀后酸洗引发晶间腐蚀(金相显示晶界Cr碳化物析出)
2. 结构设计不合理
尖角效应:电流密度集中导致镀层烧焦(FEA模拟显示尖角处电流密度>4A/dm²)
盲孔深径比>5:1:镀液难以交换,形成气袋(X射线检测盲孔内无镀层)