
































































































1、ISO3834、EN15085、DIN18800、DIN4113、EN1090分别是什么标准?
答:ISO 3834 系列标准是“金属材料熔化焊的质量要求”的国际标准。
EN15085系列标准是“轨道应用-轨道车辆及其部件的焊接”的欧洲标准。
DIN18800系列标准是“钢结构”的德国标准。
DIN4113系列标准是“铝结构”的德国标准。
EN1090系列标准“钢结构和铝结构的施工”的欧洲标准。
2、ISO3834、EN15085、DIN18800、DIN4113、EN1090有什么区别?
答:ISO3834规定了金属材料熔化焊焊接方法的质量要求,此标准可适用于所用熔化焊的生产企业;EN15085、DIN18800、DIN4113、EN1090仅适用特定领域。
EN15085、DIN18800、DIN4113、EN1090对于焊接的基础要求,均规定应满足ISO3834相关要求。
3、焊接企业想取得国际资质(ISO3834、EN15085、EN1090),需具备什么条件?
答:焊接企业想取得国际资质(ISO3834、EN15085、EN1090),需要满足的条件很多,如:
² 人员方面,焊工必须具备ISO9606-1或ISO9606-2资质,焊接操作工必须具备EN1418或ISO14732资质,焊接责任人员(焊接监督人员)必须具备国际焊接工程师(IWE)或国际焊接技术员(IWT)或国际焊接技师(IWS)等资质,无损检测人员必须具备EN473或ISO9712资质等;
² 焊接工艺评定必须按照ISO 15614系列标准进行,焊接工艺规程必须满足ISO15609的要求等;
除此之外,还要满足材料、设备、厂房等方面的要求。我们会在企业认证咨询时帮助企业满足这些条件,但前提条件是企业具有资质的焊接责任人员(焊接监督人员),如国际焊接工程师(IWE)或国际焊接技术员(IWT)或国际焊接技师(IWS)等。
4、焊接工艺评定对厚度的要求?
(1)对接焊缝适用于焊件厚度
² 评定试件厚度为1.5≤δ<8(mm)时,适用于焊件厚度的范围规定是:下限值为1.5mm,上限值为2δ,且不大于12mm。
² 评定试件厚度为8≤δ≤40(mm)时,适用于焊件厚度的范围规定是:下限值0.75 δ,上限值1.5δ。评定试件当厚度大于40mm,上限值不限。
(2)角接焊缝适用于焊件厚度:已进行评定的角接接头厚度δ,适用于焊件厚度的范围与对接接头厚度规定相同,但试件厚度按下列规定计算:
1)板一板角焊缝试件厚度为腹板的厚度。
2)管板角焊缝试件厚度为管壁厚度。
3)管座角焊缝试件厚度为支管壁厚度。
此外,埋弧焊双面焊、小径厚壁等要仔细查规程,按规程执行
5、ISO3834标准分几个等级,三者之间有何关系,应如何正确选择等级?
答:ISO3834标准分3个等级,分别为:
ISO 3834-2 完整质量要求
ISO 3834-3一般质量要求
ISO 3834-4 基本质量要求
三者之间的关系为:
当某个制造商满足了某个特定的质量等级时,则可视其也满足了所有更低的质量等级要求而勿需做进一步的验证(如:满足ISO 3834-2 完整质量要求的制造商也满足了ISO 3834-3一般质量要求和ISO 3834-4 基本质量要求)
不同等级的选择应依据:
——安全临界产品的范围和重要性;
——制造的复杂性;
——制造产品的范围;
——所用不同材料的范围;
——可能产生冶金问题的范围;
——对生产操作带来影响的制造缺欠(如:错边、变形或焊接缺欠)范围。
6、焊接企业想取得ISO3834认证,是否需要先取得ISO9000认证?
答:ISO3834标准及认证规范对于此项没有强制要求。
7、一般情况下什么样的人员可以作为,焊接认证企业的焊接责任人员(焊接监督)?
答:根据企业认证级别不同,所要求的焊接责任人员级别也不同。一般情况下焊接责任人员的资质分为4个级别:
工程师级别(国际焊接工程师,欧洲焊接工程师);
技术员级别(国际焊接技术员,欧洲焊接技术员);
技师级别(国际焊接技师,欧洲焊接技师);
工长级别(国际焊接技士)。
8、焊接责任人员的任务和职责应如何划分?
答:应按照ISO14731标准对任务和职责进行划分。
9、焊接企业资格认证的评审工作主要包括哪些内容?
答:评审工作主要分为三部分:文件评审,现场评审和焊接责任人员的专业谈话。
10、ISO3834和EN15085焊接企业资格认证对设备及设施有何要求?
答:ISO3834规定设备应适合于所涉及的应用目的。
EN15085规定焊接企业必须具备满足EN ISO3834 的合适的技术装备。另外对于轨道车辆及其部件制造还应满足下列附加需要:
-有屋顶、干燥、通风和明亮的车间和工位;
-用于存放焊接材料和焊接辅助材料的干燥的库房;
-对于不同组别材料的加工(例如铝、不锈钢)必须针对每种材料组别使用单独的工具、加工设备以及装备,或在加工前对其进行清洁;
-足够的能源供应
-如果不具备合适的检验设备,必须和外部检验机构(检验实验室符合EN ISO/IEC17025)进行合同约定;
-用于运输和旋转部件的起重装置;
-工作平台;
-旋转装置,以便在利于施焊的位置进行焊接;
-焊接组装的夹具(例如地板、侧墙、端墙和车顶、底架、转向架、箱体和油箱);
-调修设备;
-在对铝或不锈钢进行焊接时进行防护,能够远离可能降低材料耐腐蚀性或者焊缝质量的灰尘、飞溅和烟气。
11、ISO3834-2与EN15085-2有什么区别?
答:ISO3834-2是金属材料熔化焊的质量要求——第二部分:完整质量要求,此标准适用于所用金属材料熔化焊的生产企业;而EN15085-2是针对轨道车辆及其部件的焊接企业资格认证,限制了生产领域,基本的质量体系还是建立在ISO3834之上,但有了很多具体的要求,例如,焊接人员资质和数量的要求、无损检测人员的资质要求等。
12、焊接企业的图纸是母公司或主承包商提供的,该企业是否需要进行焊接技术评审?
答:有必要。首先,不可能保证外来图纸就没有错误;其次外来设计在实际生产中所需要的焊接工作量,工装是否本企业满足等,都需要提前考虑评审,在设计评审中还要总结出,所要在开工之前完成的工作试件数量。
13、焊接工艺评定是什么?如何做?
答:焊接工艺评定是为了验证企业焊接产品所使用的焊接工艺,包括所使用的母材与填充材料,焊剂,保护气体等,也包括主要的焊接参数,如焊接电流、焊接电压、焊接速度等,是否能够焊出合格的产品。从工艺方法上保证企业的产品的质量。
做焊接工艺评定时,首先由企业的焊接工程师编制一份预备焊接工艺规程(pWPS),然后让焊工在该pWPS的指导下焊接试件,然后对该试件按照相关标准进行必要的无损检测和破坏性检测,如果检测结果均合格,说明该焊接工艺是合格的,企业可以按照该焊接工艺进行生产。
14、WPS是什么?WPQR是什么?它们是什么关系?
答:WPS是焊接工艺规程的英文缩写,WPQR是焊接工艺评定报告的英文缩写。WPS必须有支持它的WPQR才可以用于生产。在一份WPQR的指导下,可以编制很多WPS。
15、WPQR的有效期为多少?
答:如果技术和质量管理条件不发生变化,WPQR可以一直有效,但生产条件和焊接管理发生变化,一般要求重新做。
16、焊接工艺评定包括哪些检测项目?
1)焊缝外观检查:检查焊缝焊接是否有缺陷,焊缝形状是否缺陷。
2)焊缝的无损检测:无损检测可以检测出样品哪个位置、部位存在缺陷,因为这些缺陷在理化测试时会影响测试结果,可以以无损检测的结果,有效的避开缺陷取样,为此列入检验项目中是应该的。
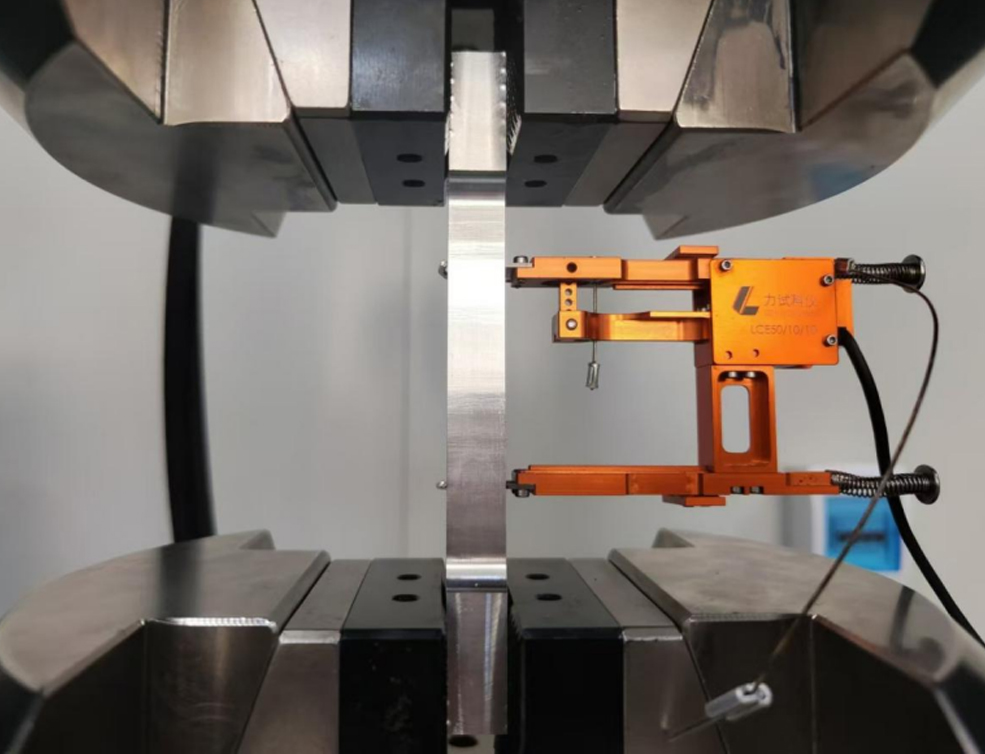
3)拉伸测试:按照标准厚度取样,焊缝余高需以机械的方式去除,与母材平齐。每个试样的抗拉强度不低于母材的下限。异种钢试样的抗拉强度不低于较低的一侧母材的下限。
4)弯曲试验:可分为横向面弯、背弯,纵向面弯、背弯,横向侧弯。试样余高以机械方式去除,保持母材原石表面,咬边和焊根缺口不允许去除。影响弯曲试验三要素:试样宽厚比、弯曲角度和弯轴直径。
5)冲击试验:一般情况下,只要厚度足够,则需要进行冲击试验,若厚度不足取样时,则可不做。评定合格要求时,三个试样的平均值不应低于相关技术标准文件要求的下限值,其中一个不低于规定值的70%。
6)金相实验与硬度试验:按照产品或标准要求进行测试和评定。