
































































































一、 测试前准备阶段
这个阶段是确保测试成功的基础,至关重要。
明确测试标准与目的
测定拧紧扭矩
测定破坏扭矩
测定扭矩系数(K值)(需要同时测量轴向预紧力)
首要事项! 必须清楚测试所依据的标准(如ISO 898-1, GB/T 3098.1等)或内部规范。测试目的决定了测试方法:
样品与配合件检查
螺纹质量:检查螺栓和螺母的螺纹是否完好,无毛刺、锈蚀、磕碰损伤。
尺寸精度:使用螺纹通止规检查螺纹精度。
配合件:使用的螺母或螺纹孔应符合标准要求,其硬度应略低于螺栓,以确保失效发生在螺栓上,而不是螺纹脱扣。
表面状态:记录样品的表面处理(如镀锌、发黑、磷化)和润滑状态(是否使用润滑剂、何种润滑剂)。这是影响扭矩系数的最大因素!
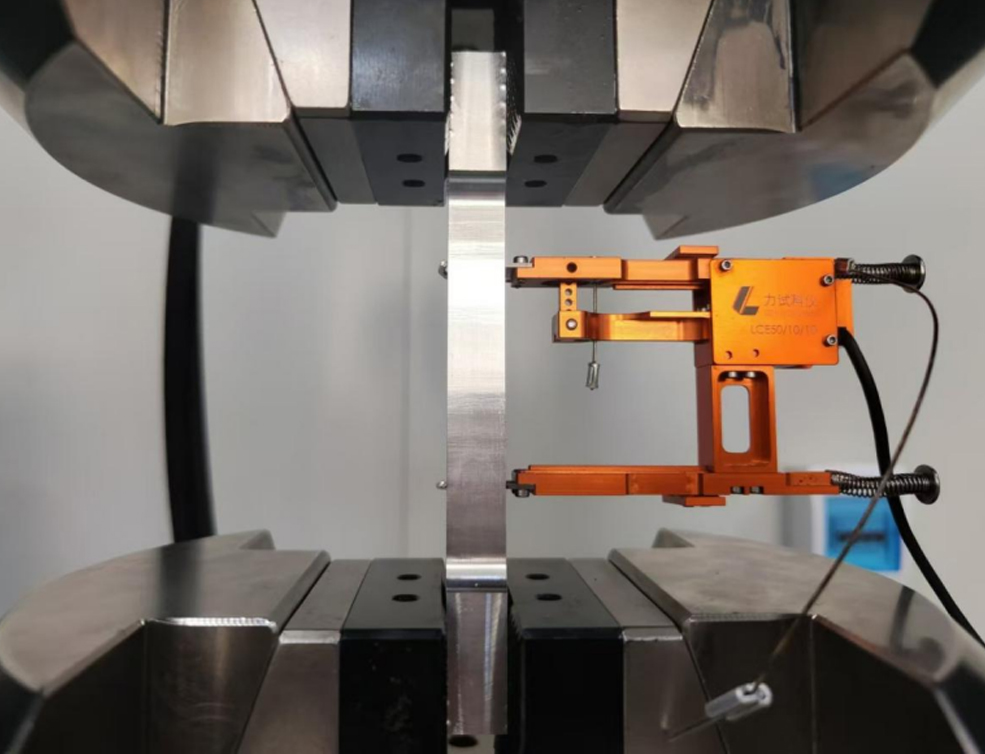
设备校准与设置
夹具必须能有效夹持螺栓头部/螺母,防止打滑。
确保对中! 这是最关键的步骤之一。施加的扭矩必须与螺纹轴线同心,任何偏斜都会产生附加弯矩,导致结果严重失真。
扭矩传感器/扳手:必须在有效校准期内,量程选择要合适(通常破坏扭矩在传感器量程的20%-80%之间)。
夹具选择与安装:
速度设置:根据标准设定稳定的、低速的旋转速度(如10 rpm/min)。速度过快会导致动态误差和瞬间过载。
二、 测试过程中
平稳加载
启动设备后,应保持平稳、匀速的加载,避免冲击载荷。
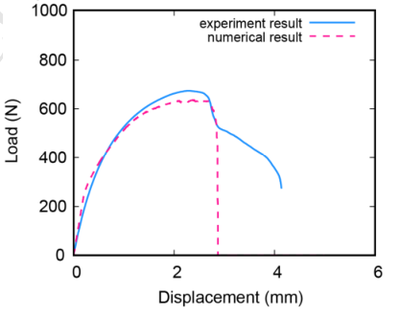
实时观察扭矩-角度曲线或读数,正常情况下扭矩应平稳上升。
识别关键点
屈服点:对于测定屈服扭矩的测试,需要设备能准确识别出扭矩-角度曲线中直线段结束的点(即材料开始发生塑性变形)。
破坏点:扭矩达到最大值后突然下降的点,即为断裂点。有时会听到断裂的声响。
安全防护
测试,特别是破坏性测试,可能有碎屑飞溅的风险。务必放下设备的安全防护罩,操作人员佩戴护目镜。
三、 测试结束后
结果判定与记录
理想情况:螺栓杆部断裂(表明螺纹部分强度足够)。
问题情况:螺纹脱扣、螺丝扭断在头部下方等,都揭示了不同的质量问题(如螺纹强度不匹配、头部与杆部过渡区有应力集中)。
记录最终扭矩值:如最大扭矩(破坏扭矩)。
分析失效模式:这是测试的核心价值所在!断裂发生在哪里?
拍照存档:对断口形貌进行拍照记录。
设备复位与清理
取下断裂样品,清理夹具和工作台,为下一次测试做好准备。
核心注意事项总结表
| 阶段 | 关键注意事项 | 目的 |
|---|---|---|
| 测试前 | 1. 明确标准与目的 | 确保测试方法正确,结果有意义。 |
| 2. 检查样品与润滑状态 | 保证样品代表性,识别影响扭矩系数的关键变量。 | |
| 3. 设备校准与对中 | 确保测量精度,避免附加弯矩。 | |
| 测试中 | 4. 平稳低速加载 | 获得准确的扭矩-角度曲线。 |
| 5. 识别屈服/破坏点 | 准确获取关键性能数据。 | |
| 6. 做好安全防护 | 防止人员伤害。 | |
| 测试后 | 7. 分析失效模式 | 诊断问题根源,而非仅记录一个数字。 |
| 8. 完整记录与存档 | 保证数据的可追溯性。 |