
































































































维氏硬度检测标准化操作指南
——从试样制备到结果分析的完整流程解析
一、维氏硬度检测原理与特点
维氏硬度(HV)是通过金刚石正四棱锥压头在特定试验力下压入材料表面,根据压痕对角线长度计算硬度值的检测方法。其优势在于:
高精度:适用从软金属到硬质陶瓷的广泛材料(HV 5~3000)
小压痕:适合薄层、小件及微观区域硬度测试(如镀层、焊缝)
统一标尺:全硬度范围采用同一压头,数据可比性强
二、检测设备与试样准备
1. 设备清单
| 设备/耗材 | 技术要求 |
|---|---|
维氏硬度计 | 符合ISO 6507,载荷范围0.01~100kgf |
金刚石正四棱锥压头 | 面角136°±0.5°,尖端圆弧半径≤0.002mm |
光学测量系统 | 400×以上放大倍数,分辨率≤0.5μm |
标准硬度块 | 按GB/T 4340.2校准(如HV0.5 750±15) |
2. 试样制备要求
表面处理:
抛光至镜面(粗糙度Ra≤0.4μm),电解抛光更佳
清除油污、氧化层(酒精/丙酮超声清洗5分钟)
厚度限制:
最小厚度≥1.5倍压痕对角线长度(如测试力1kgf,厚度≥0.15mm)
环境条件:
温度23±5℃,湿度≤70%,避免振动
三、标准化操作流程
1. 设备校准
使用标准硬度块(如HV0.5 750)进行校准
在标准块上施加试验力(0.5kgf),保持10~15秒
测量压痕对角线d₁、d₂,计算HV值,误差≤±3%为合格
2. 测试步骤
选择试验力:
材料类型 推荐试验力(kgf) 适用场景 薄镀层/薄膜
0.01~0.1 PCB镀金层(0.1μm) 常规金属材料
0.5~10 钢铁、铝合金、铜合金 硬质合金/陶瓷
10~30 碳化钨、氧化锆 加载压痕:
将试样置于载物台,通过目镜对准测试区域
自动/手动加载试验力,保载时间10~15秒(ISO标准)
缓慢卸除载荷,避免冲击振动
测量对角线:
切换物镜至400×,移动测微目镜十字线对齐压痕顶点
读取两条对角线长度d₁、d₂(单位:mm),取平均值
精度控制:两次测量偏差≤5%,否则重新测试
计算硬度值:
四、数据处理与报告编制
1. 数据记录规范
| 参数 | 记录要求 |
|---|---|
试验力 | 精确至0.01kgf(如HV0.5 250) |
保载时间 | 精确至1秒(如15s) |
压痕位置 | 标注试样坐标或显微照片 |
环境温湿度 | 记录实测值(如23℃, 55%RH) |
2. 报告内容
试样信息(材料牌号、热处理状态)
检测标准(如ISO 6507-1)
硬度值(单点值及平均值)
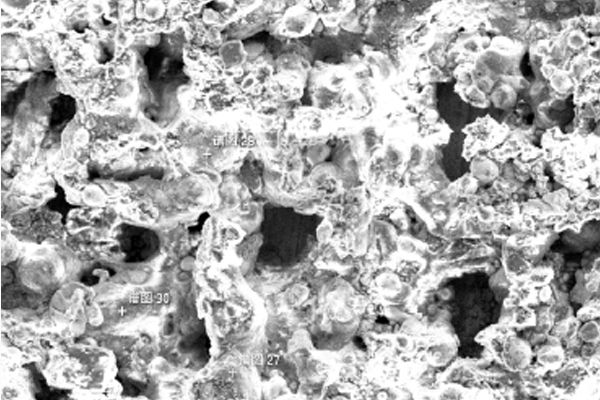
压痕形貌照片(标注放大倍数)
测量不确定度评估(通常≤±5%)
五、注意事项与误差控制
1. 操作禁忌
禁止在倾斜表面(>2°)或曲面直接测试(需专用夹具)
避免在试样边缘3倍压痕直径范围内测试
试验力选择需满足:
2. 常见误差与修正
| 误差现象 | 产生原因 | 解决方案 |
|---|---|---|
对角线测量偏差大 | 目镜分划板未校准 | 使用标准刻度尺校准目镜 |
硬度值系统性偏低 | 试验力机构磨损 | 更换弹簧组件并重新标定 |
压痕边缘模糊 | 试样过度抛光产生变形层 | 采用电解抛光或减小抛光压力 |
六、典型应用案例
案例1:氮化钛镀层硬度检测
试样:工具钢基体+3μm TiN镀层
参数:试验力0.05kgf,保载10秒
结果:HV0.05=2800±150,镀层致密性良好
案例2:铝合金焊缝硬度梯度分析
方法:沿焊缝→母材每隔0.2mm打点(HV1)
结论:热影响区硬度下降15%(HV1 85→72),需优化焊接工艺
七、与其他硬度测试方法对比
| 方法 | 压头类型 | 适用硬度范围 | 优点 | 缺点 |
|---|---|---|---|---|
维氏硬度 | 金刚石四棱锥 | HV5~3000 | 全范围统一,精度高 | 测量速度较慢 |
洛氏硬度 | 金刚石圆锥/钢球 | HRC 20~70 | 快速,适合生产线 | 不同标尺不可直接比较 |
布氏硬度 | 硬质合金球 | HB 8~650 | 适合粗晶材料 | 压痕大,破坏性强 |