
































































































焊接工艺评定 - 焊缝横向拉伸测试标准化流程
一、测试目的
测定焊接接头的抗拉强度(UTS),评估焊缝与母材的匹配性。
确定断裂位置(焊缝、熔合区或母材),验证焊接工艺的可靠性。
符合标准要求(如 AWS B4.0、ISO 4136、GB/T 2651)。
二、试样制备
取样位置:
垂直于焊缝方向截取试样,包含焊缝中心及两侧热影响区(HAZ)。
避免取样区域存在咬边、气孔等缺陷(需X射线探伤预检)。
试样尺寸(以板厚 为例,参照ISO 4136):
plaintext
总长度 (含夹持端)
平行段长度
厚度 与工件一致(加工后表面粗糙度 )
形状:矩形板状试样(平行段宽度 )
加工要求:
采用线切割或铣削加工,避免热影响区过热。
焊缝余高需磨平至与母材齐平(保留熔合线)。
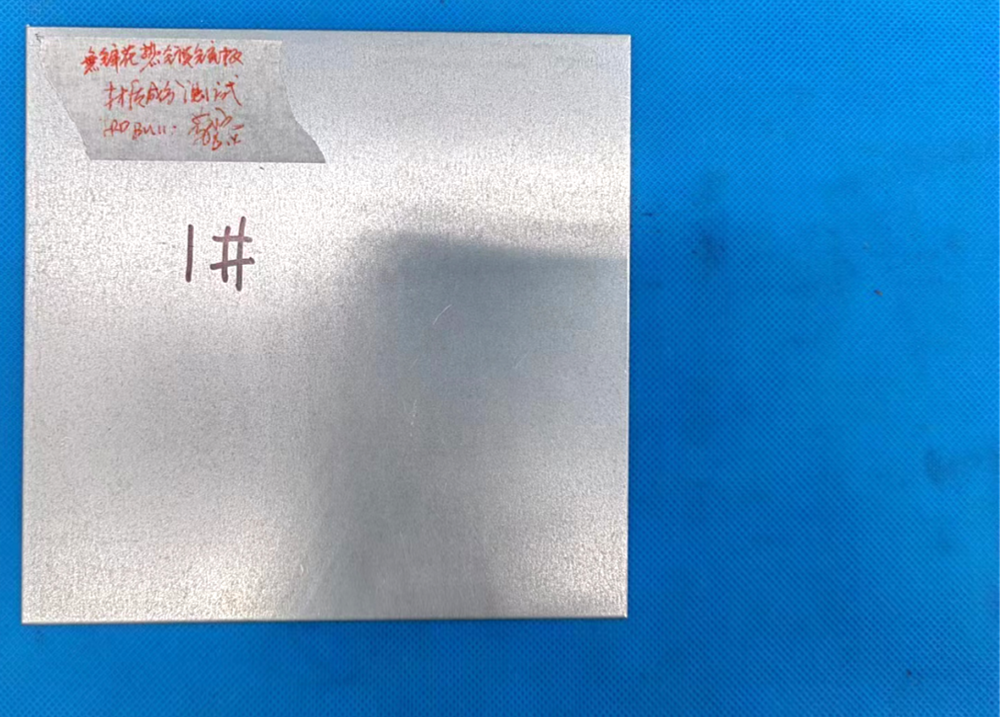
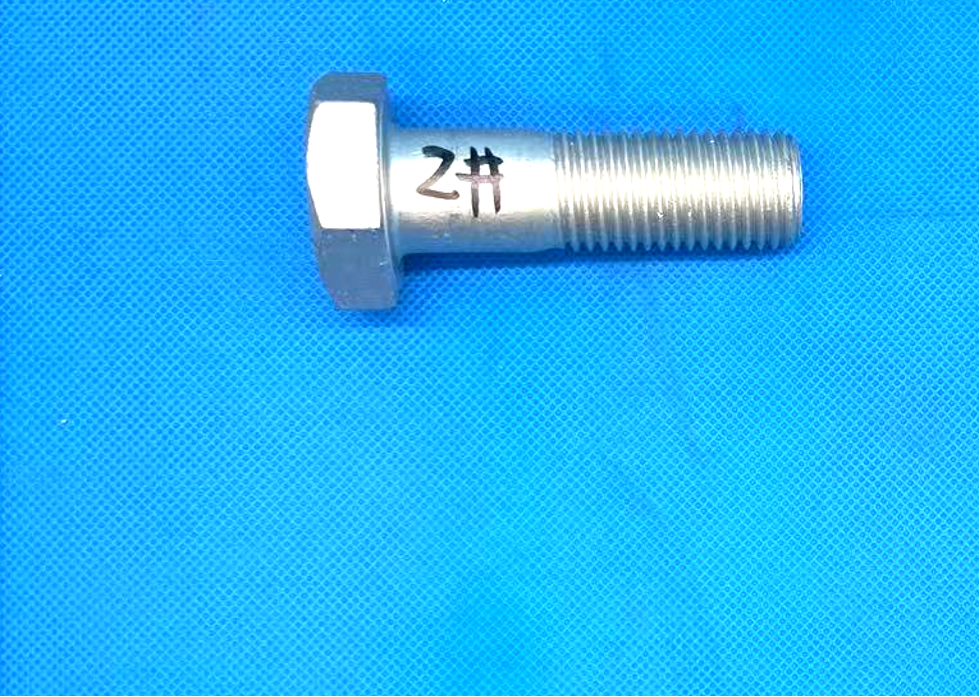
试样标记与测量:
在平行段用划线器标记标距 。
测量试样实际厚度 和宽度 ,计算横截面积 。
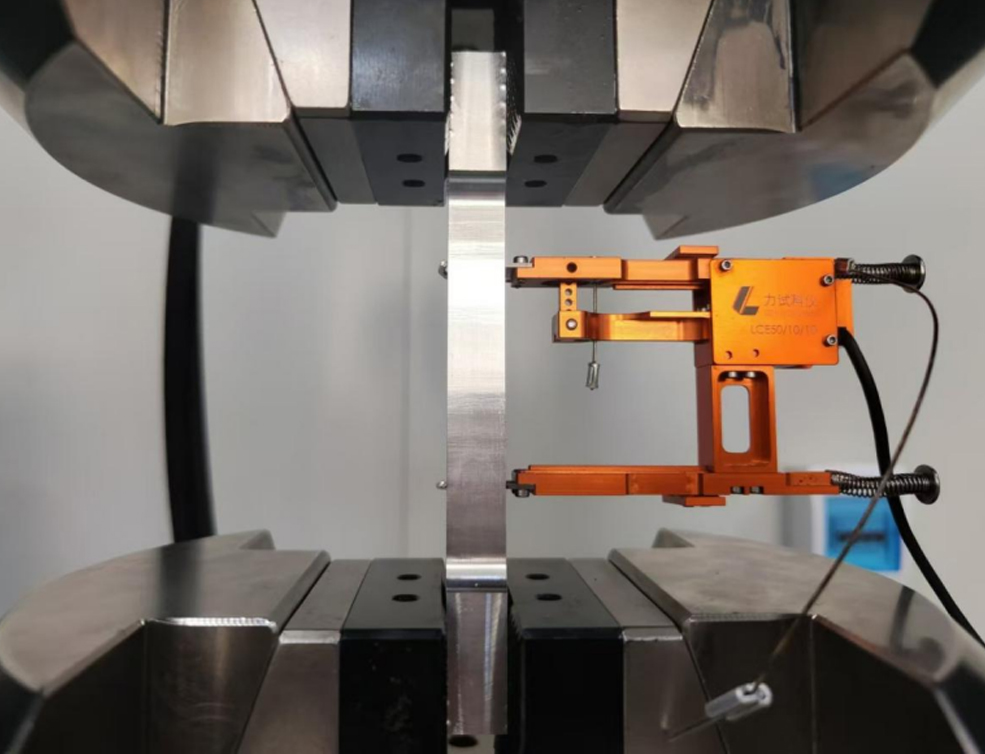
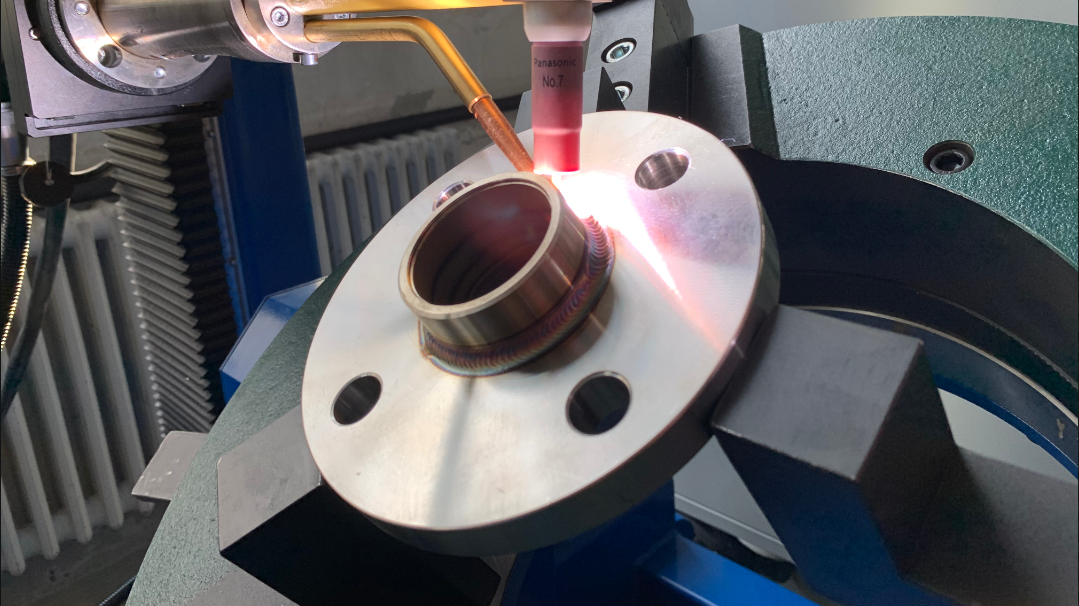
安装试样:
将试样对称夹持于试验机夹具,确保焊缝中心对准加载轴线(偏差≤1mm)。
安装引伸计,调整至标距位置。
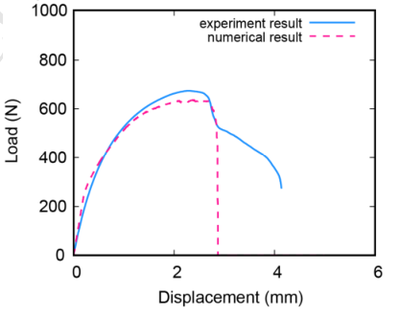
加载测试:
按设定速率施加拉伸载荷,直至试样断裂。
记录最大载荷 (N)及断裂位移 (mm)。
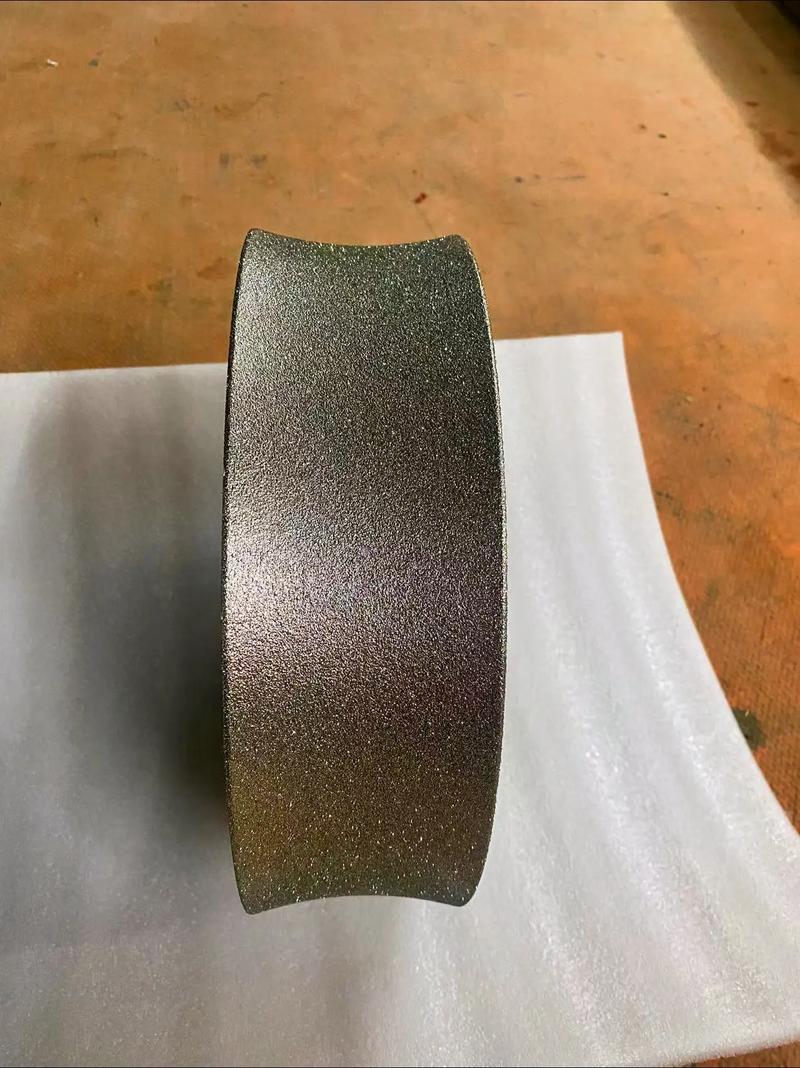
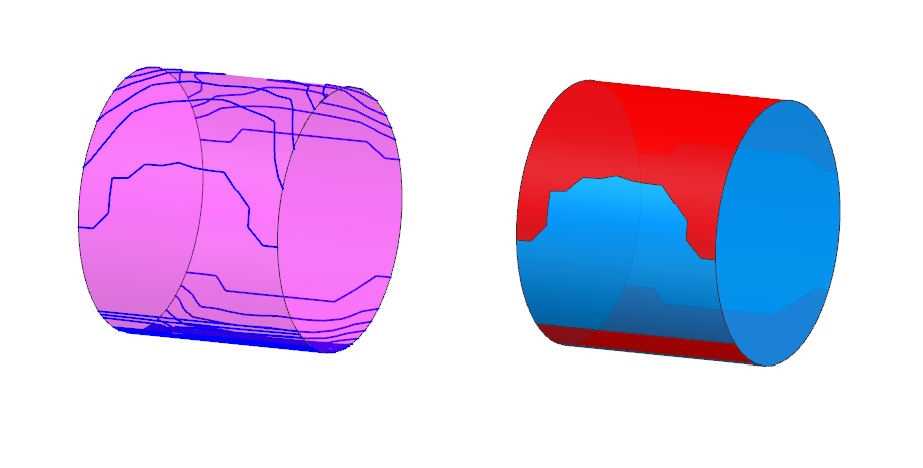
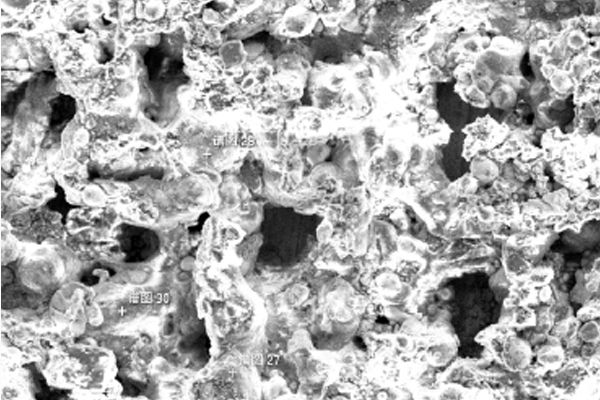
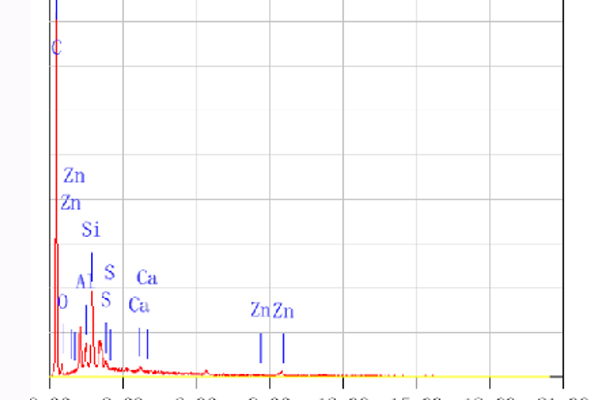
断口分析:
目视或显微镜观察断裂位置(焊缝/HAZ/母材)。
拍摄断口形貌照片,标注特征(韧性断裂/脆性断裂)。
抗拉强度计算
强度要求:焊缝抗拉强度 ≥ 母材标准下限值。
断裂位置:若断裂在母材,判定合格;若断裂在焊缝,需检查焊接缺陷。
试样信息:母材牌号、焊材型号、焊接工艺参数(电流、电压、速度)。
测试条件:设备型号、加载速率、环境温湿度。
结果数据:抗拉强度、断裂位置、断口形貌描述。
结论:是否符合标准要求(如AWS D1.1 Class A)。
三、测试设备与参数
| 设备/参数 | 要求 |
|---|---|
| 万能材料试验机 | 精度±1%,量程覆盖预期抗拉强度(如100kN) |
| 引伸计 | 标距 ,精度±0.5% |
| 加载速率 | 1~5 mm/min(弹性阶段),屈服后可加速至10 mm/min |
| 数据采集系统 | 实时记录载荷-位移曲线 |
四、测试步骤
五、结果计算与判定
合格判定(以AWS D1.1为例):
六、注意事项与常见问题
| 问题 | 原因 | 解决方案 |
|---|---|---|
| 试样滑脱 | 夹具夹紧力不足 | 使用锯齿夹面或液压夹具 |
| 数据波动大 | 引伸计滑动或试样偏心 | 重新安装引伸计,调整对中 |
| 断口位于夹持端 | 应力集中或试样加工缺陷 | 优化试样过渡圆弧(R≥5mm) |