
































































































金属油漆涂层工艺全解析:从除锈到固化,打造工业级防腐铠甲
————0.1毫米涂层的背后,藏着哪些价值百万的技术细节?
一、涂层失效的代价:为何工艺决定生死?
某海上风电塔筒因涂层剥落,仅运行3年就出现基体腐蚀,维修成本高达800万元;汽车零部件涂层起泡导致主机厂批量退货……这些惨痛教训印证:金属涂装不是“刷漆”,而是精密系统工程。一套合格的涂层需同时满足防腐、耐磨、装饰三大功能,其工艺核心可概括为:
表面处理(60%重要性) + 涂料选型(30%) + 施工控制(10%) = 100%防护效果
二、六大核心工序详解
1. 表面处理:涂层附着力基石
| 处理工艺 | 技术参数 | 适用场景 |
|---|---|---|
| 喷砂除锈 | Sa2.5级(ISO 8501),粗糙度50-80μm | 重防腐领域(船舶、桥梁) |
| 磷化处理 | 膜重2-4g/m²,晶体尺寸5-10μm | 汽车零部件、家电外壳 |
| 硅烷化处理 | 无铬环保工艺,接触角>100° | 航空航天、新能源设备 |
| 激光清洗 | 功率500W,扫描速度5m/min | 精密部件、焊缝预处理 |
2. 底漆施工:防腐防锈第一关
环氧富锌底漆:锌粉含量≥80%,干膜中锌粉形成牺牲阳极保护(盐雾试验>2000小时)
施工要点:
无气喷涂压力比4:1,喷距20-30cm
膜厚控制在60-80μm,过厚易流挂
锌粉沉降率<5%(每小时搅拌涂料)
3. 中间漆:构建“装甲防护层”
环氧云铁中间漆:片状云母氧化铁阻隔腐蚀介质渗透
厚度控制:单道施工100-150μm,总厚不超过300μm
创新技术:
石墨烯改性涂料:硬度提升2倍,耐磨性增加50%
自修复涂层:微胶囊技术自动修复2mm以下划痕
4. 面漆:颜值与性能的终极防线
| 面漆类型 | 核心优势 | 施工参数 |
|---|---|---|
| 聚氨酯面漆 | 耐候性强,保色性优(10年色差ΔE<2) | 喷涂粘度25-30s(涂4杯) |
| 氟碳面漆 | 超耐候(20年不粉化),自清洁 | 固化温度60℃±5℃ |
| 陶瓷涂料 | 耐温800℃,抗冲击性强 | 静电喷涂,上漆率≥90% |
5. 固化工艺:涂层性能的“临门一脚”
自然固化:适用于双组份涂料,25℃需7天完全固化
烘烤固化:
低温固化(80-120℃):汽车修补漆,30分钟表干
高温固化(180-220℃):家电板材,硬度可达4H(铅笔硬度)
UV固化:3秒速干,能耗降低70%,但设备投资高
6. 质量检测:为涂层颁发“体检报告”
附着力测试:划格法(ISO 2409)达0级合格
膜厚检测:磁性测厚仪误差±3μm,关键区域100%测量
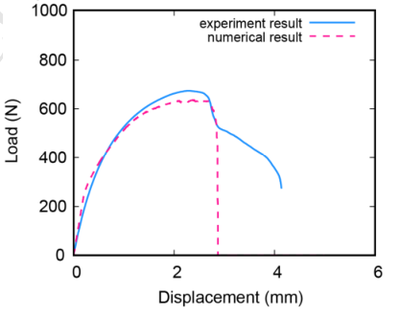
盐雾试验:划叉试样经1000小时试验,腐蚀蔓延<2mm
耐化学品测试:浸泡10%硫酸/NaOH 240小时无起泡
三、涂装工艺升级路线图
环保转型:水性涂料替代溶剂型(VOC排放降低90%)
智能涂装:
机器人喷涂:轨迹精度±0.1mm,涂料利用率>95%
红外在线监测:实时反馈膜厚、固化度数据
功能涂层:
疏水涂层(接触角>150°)
防结冰涂层(冰粘附强度<20kPa)